Применение высокоточного лазерного сварочного станка при изготовлении трубопроводов автомобильных систем кондиционирования воздуха
05 Июн
Применение лазерной сварки в сфере производства литиевых аккумуляторов
Литий-ионные аккумуляторы широко используются в различных электронных устройствах (таких как мобильные телефоны, ноутбуки, КПК, цифровые фотоаппараты и цифровые видеокамеры, и т. д.) и транспортных средствах (патрульных автомобилях, электровелосипедах, электромобилях и т. д.) благодаря высокой удельной энергии, длительному циклу заряда-разряда, низкому саморазряду, отсутствию эффекта памяти и экологической безопасности. Они стали высокотехнологичной отраслью, которая получает поддержку со стороны энергетического сектора нашей страны.
Под аккумуляторными батареями понимаются батареи, используемые в электромобилях. Они отличаются от батарей небольшой ёмкости (таких как аккумуляторы для мобильных телефонов и ноутбуков). Они обладают большой ёмкостью и выходной мощностью и могут использоваться в качестве вторичных батарей в системах привода электромобилей и в крупных мобильных энергетических установках. Существует множество технологических процессов производства литий-ионных аккумуляторов или аккумуляторных блоков, и многие из них, такие как взрывозащищенная сварка с герметизацией клапанов, сварка выводов, сварка мягких соединений, точечная сварка, герметизирующая сварка корпуса аккумулятора, сварка модулей и аккумуляторных блоков, основываются на лазерной сварке как на наиболее оптимальном процессе. Материалами, используемыми для сварки аккумуляторных батарей, являются в основном чистая медь, алюминий и алюминиевые сплавы, нержавеющая сталь и т. д.
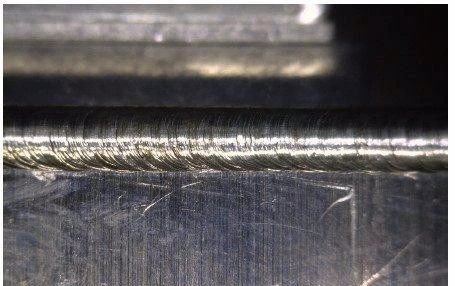
Взрывозащитный клапан аккумулятора представляет собой тонкостенный корпус клапана, установленный на уплотнительной пластине аккумулятора. Когда внутреннее давление в аккумуляторе превышает заданное значение, корпус взрывозащитного клапана разрывается, предотвращая разрыв аккумулятора. Этот предохранительный клапан имеет оригинальную конструкцию, и к процессу лазерной сварки предъявляются чрезвычайно строгие требования. До внедрения непрерывной лазерной сварки сварка взрывозащитных клапанов аккумуляторов осуществлялась исключительно методом импульсной лазерной сварки, а непрерывная герметичная сварка достигалась за счет наложения и перекрытия точек сварки, однако эффективность сварки была низкой, а герметичность — относительно низкой. Использование непрерывной лазерной сварки позволяет обеспечить высокую скорость и качество сварки, а также гарантировать стабильность, эффективность и выход готовой продукции.
2. Сварка выводов аккумулятора
Полюсный вывод обычно изготавливается из одного из трёх материалов. В качестве положительного электрода аккумулятора используется алюминий (Al), а в качестве отрицательного — никель (Ni) или никель с медным покрытием (Ni-Cu). Одним из этапов производства аккумуляторных батарей является сварка полюсного вывода к полюсу. При производстве аккумуляторных батарей его необходимо сваривать вместе с другим алюминиевым предохранительным клапаном. Сварка должна не только обеспечивать надёжное соединение вывода с полюсом, но и обеспечивать гладкость и эстетичный вид сварного шва.
3. Точечная сварка планок полюсов аккумулятора
К материалам, используемым для изготовления полос для полюсов аккумуляторов, относятся полосы из чистого алюминия, никеля, алюминиево-никелевого композита, а также небольшое количество полос из меди. Для сварки полос для полюсов аккумуляторов обычно используется импульсная сварочная машина. С появлением квазинепрерывного лазера QCW компании IPG он также стал широко применяться при сварке полос для полюсов аккумуляторов. В то же время, благодаря хорошему качеству луча и небольшому размеру сварочной точки, этот лазер обладает уникальными преимуществами при работе с алюминиевыми и медными полосками с высоким коэффициентом отражения, а также с полосками для полюсов аккумуляторов узкой полосы (ширина полоски менее 1,5 мм).
4. Герметичная сварка корпуса аккумулятора и крышки
Материалами для изготовления корпусов аккумуляторных батарей служат алюминиевый сплав и нержавеющая сталь. Среди них наиболее широко используется алюминиевый сплав, как правило, сплав 3003, а в некоторых случаях — чистый алюминий. Нержавеющая сталь является материалом с наилучшей свариваемостью лазером, особенно нержавеющая сталь марки 304. Как при использовании импульсного, так и непрерывного лазера можно получить сварные швы с хорошим внешним видом и эксплуатационными характеристиками.
Характеристики лазерной сварки алюминия и алюминиевых сплавов незначительно варьируются в зависимости от используемого метода сварки. За исключением чистого алюминия и алюминиевых сплавов серии 3, которые можно без проблем сваривать как импульсным, так и непрерывным способом, алюминиевые сплавы других серий лучше всего сваривать методом непрерывной лазерной сварки, чтобы снизить склонность к образованию трещин. При этом следует выбирать лазер с мощностью, соответствующей толщине корпуса аккумуляторной батареи. Как правило, при толщине корпуса менее 1 мм можно рассматривать одномодовый лазер мощностью до 1000 Вт. Если толщина превышает 1 мм, требуется одномодовый или многомодовый лазер мощностью более 1000 Вт.
В литиевых батареях небольшой ёмкости часто используются относительно тонкие алюминиевые оболочки (толщина около 0,25 мм), а в некоторых батареях типа 18650 и других моделях — стальные оболочки. Ввиду тонкости оболочки для сварки таких батарей обычно используются лазеры меньшей мощности. Использование непрерывных лазеров для сварки литиевых батарей с тонкой оболочкой позволяет повысить эффективность в 5–10 раз, а также улучшить внешний вид и герметичность. Поэтому в этой области применения наблюдается тенденция к постепенной замене импульсных лазеров.
5. Сварка модулей и блоков аккумуляторных батарей
Последовательное и параллельное соединение аккумуляторных батарей, как правило, осуществляется путем сварки соединительного элемента с отдельной батареей. Плюсовые и минусовые электроды изготавливаются из разных материалов, обычно из меди и алюминия. Поскольку медь и алюминий после лазерной сварки образуют хрупкие соединения, они не могут удовлетворить эксплуатационным требованиям. Помимо ультразвуковой сварки, соединение «медь-медь» и «алюминий-алюминий» обычно осуществляется с помощью лазера. В то же время, поскольку медь и алюминий обладают быстрой теплопроводностью и очень высокой отражательной способностью в отношении лазерного излучения, толщина соединительной детали относительно велика, поэтому для сварки требуется лазер более высокой мощности.



























 0531-87978823
0531-87978823 +86 16653132325
+86 16653132325 sales01@raytu.com
sales01@raytu.com Свяжитесь с нами
Свяжитесь с нами