How to control laser power and beam focal length for optimal effect in laser welding?
30 Aug
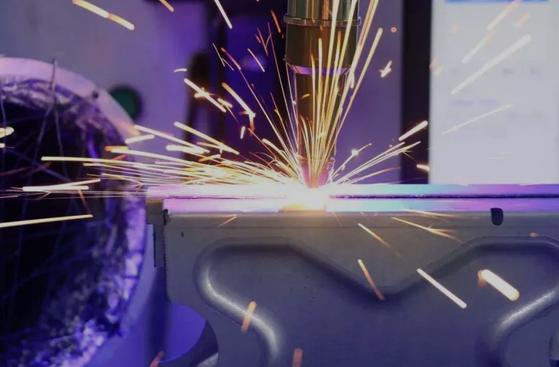
When performing laser welding, it is crucial to control laser power and beam focal length for optimal effect. Here are some key steps and strategies:
First, regarding the control of laser power, multiple factors such as welding materials, thickness, speed and application requirements need to be considered. Generally speaking, the power directly affects the depth and speed of welding, which in turn affects the welding quality and efficiency. For short-pulse, low-power laser welding, the p control method can be used to control the energy output of the laser beam by adjusting the width and frequency of the laser pulse. For long-pulse, high-power laser welding, the t control law is more applicable, and the power is adjusted by controlling the time of the laser pulse. In addition, the continuous power adjustment method is suitable for occasions where a large range of power adjustment is required, and the welding effect can be adjusted by changing the laser output power.
Secondly, the control of the beam focal length is also critical. The focal length determines the position and focusing effect of the focus, as well as the focusing ability and emission angle of the beam. Therefore, it is necessary to select the appropriate focal position and focal length to obtain the best welding effect. In actual operation, the focal length can be accurately adjusted by methods such as the slope focus burning method or the positioning point method. For example, the slope focus burning method can determine the focus position by observing the steep point of the burn mark, while the positioning point method finds the best focus point by drilling a hole in the cardboard and observing the position of the circular hole.
In addition, in the process of controlling the laser power and beam focal length, it is also necessary to pay attention to maintaining a stable welding speed, selecting appropriate welding gas and shielding gas flow, etc., to ensure the stability of the welding process and the consistency of welding quality.
In general, controlling the laser power and beam focal length to obtain the best welding effect requires comprehensive consideration of multiple factors, including welding materials, thickness, speed, application requirements, and equipment performance. Through scientific methods and techniques, precise control of laser power and beam focal length can be achieved to obtain high-quality welded joints.





















 0531-87978823
0531-87978823 +86 16653132325
+86 16653132325 sales01@raytu.com
sales01@raytu.com Contact us
Contact us